





行业动态
【大华科技】玻璃器皿常规检验测量工具的使用
发布时间:2017-08-23 10:10:19
作者:质检部 王瑜
一、 钢板尺
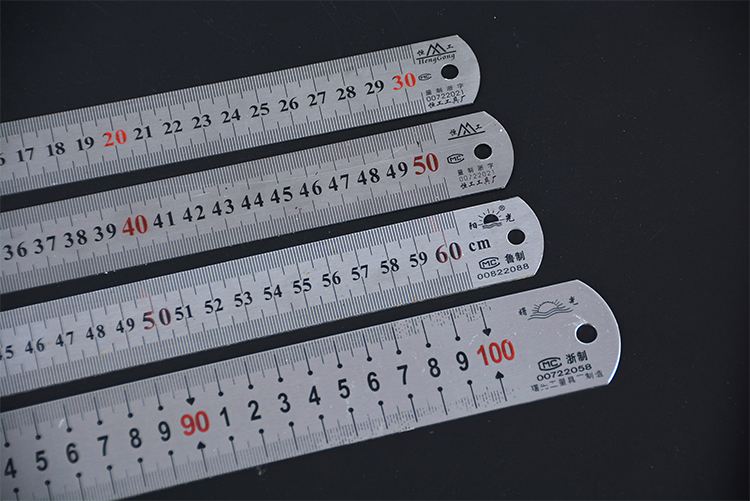
钢板尺是用来测量高度、口径和底径的(最小值0.5MM,最大值300MM)。
使用方法:测量前检查是否”0”刻度磨损,整体弯曲变形。测量时尺子和被测物要放在同一平面上,且尺子与被测物保持垂直不歪斜,读数时要正视。
二、 游标卡尺

游标卡尺是用来测量口厚、底厚、挺径以及最大径、碗深的(最小值为0.02MM,最大值分别为150MM/200MM/300MM)
使用方法:测量前松开紧固螺钉,将尺框平稳拉开。检查“0”刻线对齐。测量时,应平稳推移,拉开尺框,使两侧与被测物件表面贴合。读数时,目光正视线面,避免视差;测量深度时,应使用尺身尾端,测量面和被测物件表贴合,同时测深度杆与被测物件底面相垂直。
读数方法:先读游标“0”位前尺身上刻度的整数(MM),再读出游标与尺身刻度对齐的刻线格数,乘以游标数值的小数值,然后两数相加
三、 测厚卡规

测厚卡规是用来测量游标卡尺测不到点的厚度(如杯身中间)
使用方法:使用前检查刻度盘螺钉有无松动现象,若有做适当固定,指针要与“0”位对齐,两触点要自然紧挨、无错位、叉开现象;使用时,握住手柄缓慢加力使两触点叉开,切记不能用力过大,将被测物体放在中间再慢慢松开手柄,使用触点与被测点垂直紧挨;读数时,指针所指刻度的数值就是被测点的厚度。
四、 台称

台称是用来测量产品的重量
使用方法:使用前,用螺钉把“十字托架”拧紧于框架上,放上承重盘。检查指针是否对正“0”位,如有偏差,可转动“调节螺母”调指针到“0”位方可使用。使用时,应放在坚固平整的平台上。使用中,物品应轻放于承重盘中心位置,尽量避免撞击称量物品,不得超过额定的最大称量。使用中,应经常检查指针对“0”位有无变动如有变动,可重新调整至“0”位,不称的零件不得任意拔弄或自行拆装,否则会影响使用精度与寿命
五、 超声波测厚仪

超声波测厚仪是用来测游标卡尺和测厚卡规也测不到的点的厚度
使用方法:
1、 各操作键的功能
ON/OFF 电源开关
△ 增大输入参数的数值
▽ 减小输入参数的数值
S.V 设置声速值
ALR 设置上下限报警值
CAL 5MM试块校准
T/V 厚度/声速测量状态转换
A、 声速设置
按S.V键,机内存储的声速值显示出来用△、▽键将显示值调整到被测材料声速值得。再次按S.V键,新设置的声速值即存入机内,仪器自动转换到厚度量状态
B、 校准
按CAL键,仪器显示CAL5.0MM
将探头按在机上涂上适量耦合剂的5MM试块上,仪器发出“嘟”一长声,校准即告完成,此时“CAL”标志消失,仪器自动转换到厚度测量状态。
以上步骤公在需要时进行,通常情况下开机后即可直接进行厚度测量不需要重复校准。玻璃的声速值是5440m/s
C、 厚度测量
被测件表面涂耦合剂后,当探头与被测物表面耦合剂良好后,仪器显示↘↗耦合标志,随后厚度值得即显示出来并伴一“嘟”声。
2、 上、下限报警值设定
按“ALR”键,报警上限值及“MAX”标志显示出来,用△▽键改变到需要的数值。再次按“ALR”键,报警上限值存入机内,报警下限值存入机内,仪器转入测量状态。
当测量值大于上限值或小于下限值时,仪器会连续的“嘟”告知测量者测量值已超限。
3、 自动关机
使用完毕,若不按ON/OFF键,则2分钟后自动关机
关机后所有输入数据将被保存了,下次开机后,不必重新设置
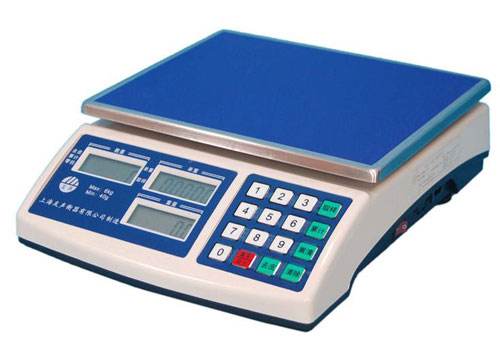
六、 电子称
电子称是用来测量比较轻的产品的重量(最小1克,最大2千克); 它共有5个按键,上2个、下3个,上:左边是按时间、右边是按测重量的开关,按开时会显示4个8888字,2秒钟变为0千克时,说明电子称正确;下左:第一、右第三是调克位一般不用,常用中间按键是归“0”位或除皮作用。